ProLine Pedestal Resistance Welders for Spot and Projection Welding

It all starts here.
ProLine Welders are proudly designed to work with:
RoMan Manufacturing AC & MFDC Transformers
Entron Weld Controls
WTC Weld Controls
Unitrol Simplicity Weld Controls and Soft Touch Safety Systems
… And many other quality component manufacturers to meet your company’s standards.
ProLine Welder Models
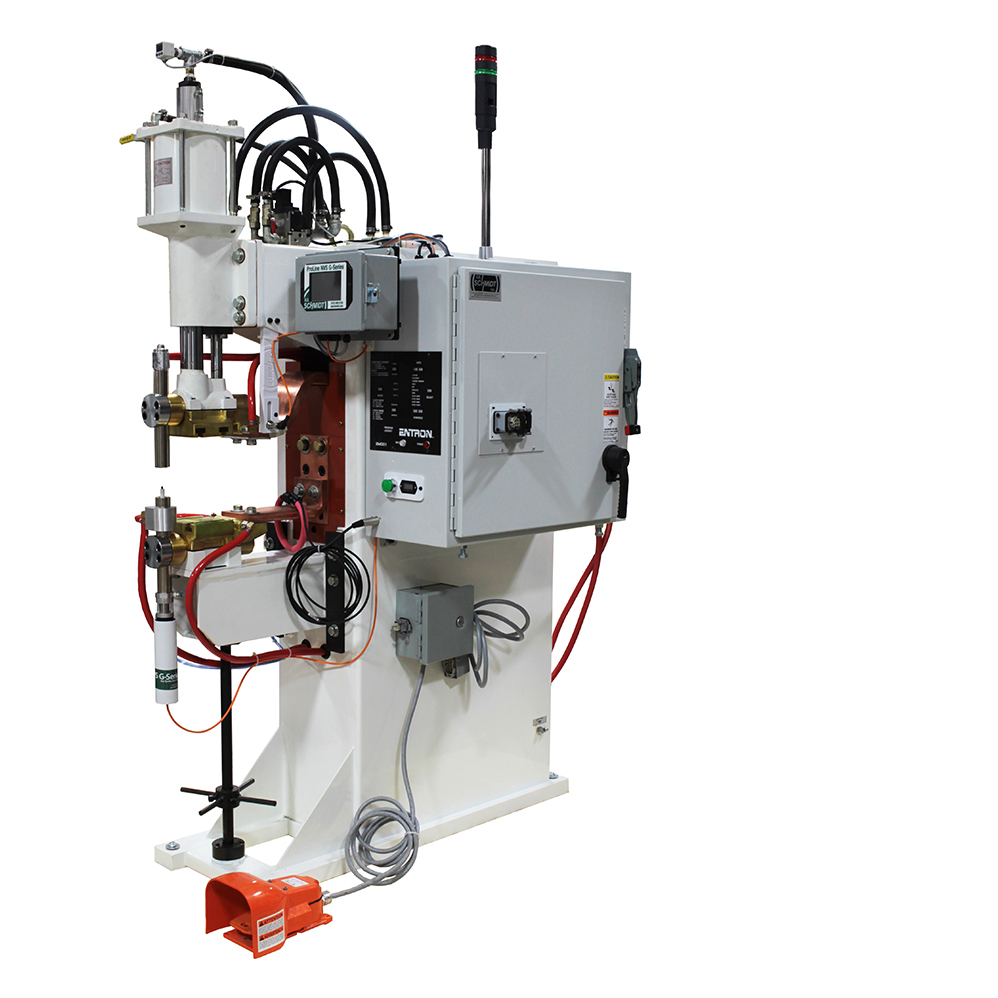
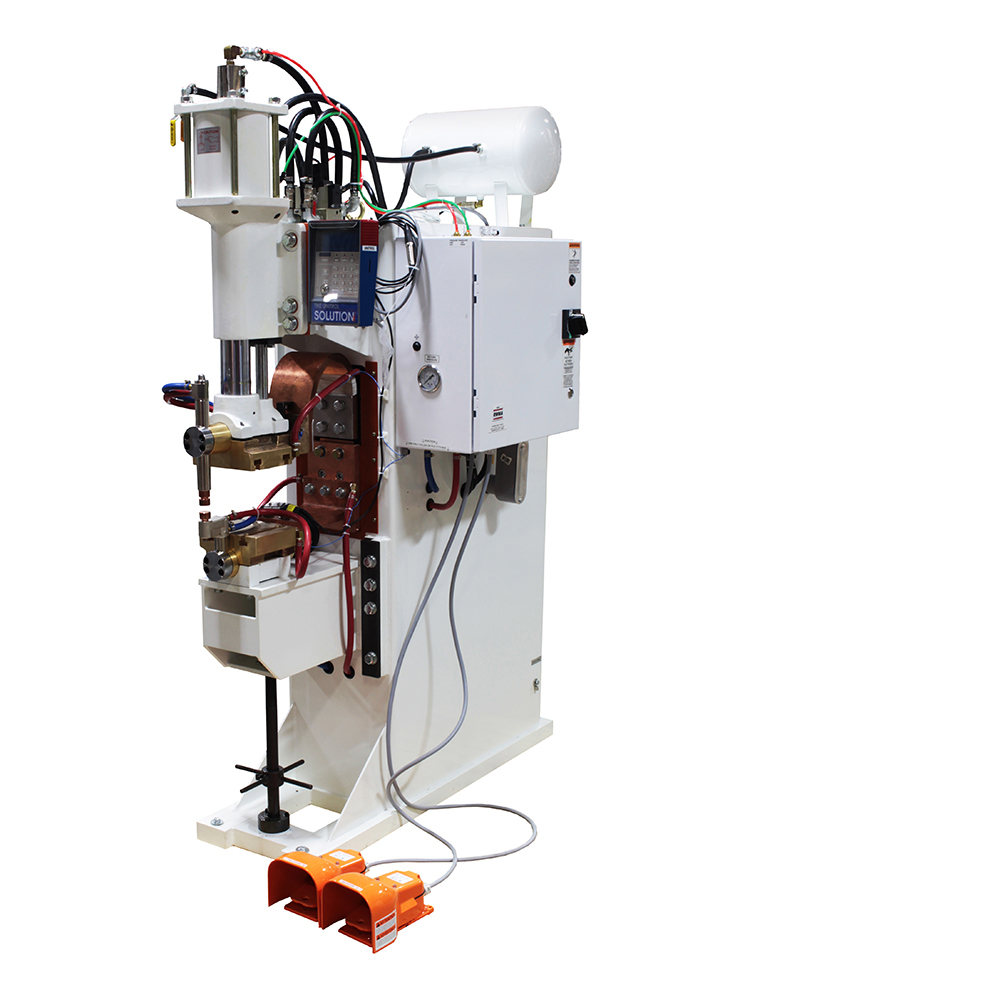
ProLine Size 1 Welder
The standard ProLine platform — a sturdy, versatile C-frame welder capable of handling up to 10-gauge material in spot welding, or M4–M10 weld nuts and studs in projection welding applications. Comes with both horns and platens to suit a wide range of tooling configurations. This is the workhorse of the ProLine line.
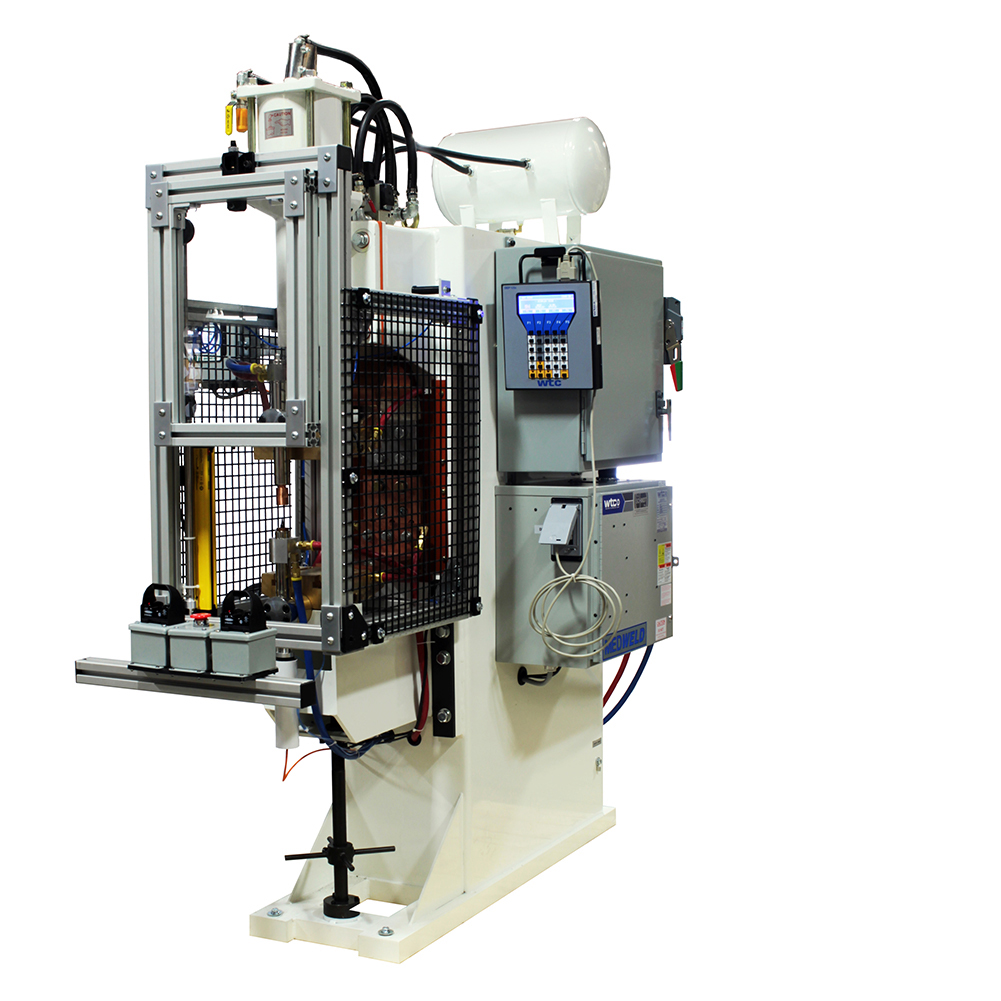
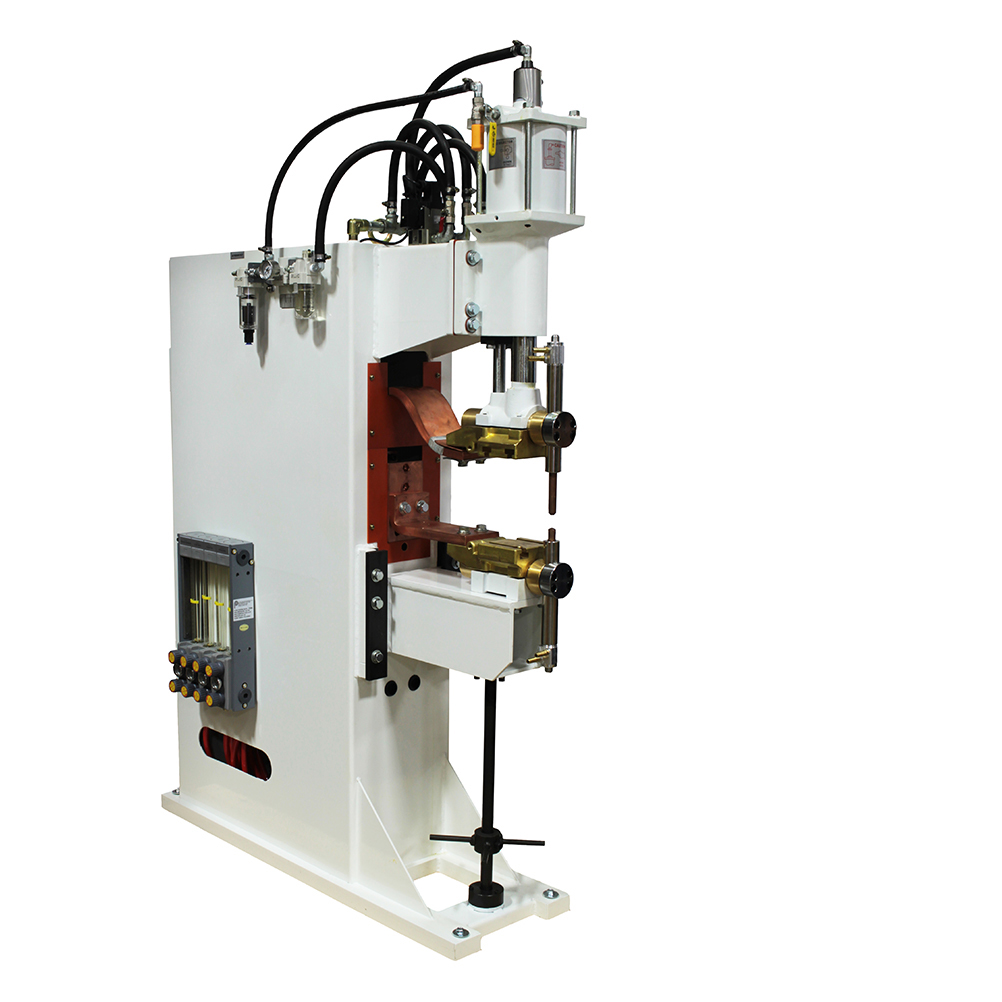
ProLine Size 2 Welder
A heavy-duty frame with transformer capacity up to 300 KVA and throat depth options up to 36 inches. The larger frame accommodates higher-force cylinders for demanding spot and projection welding applications where the Size 1 reaches its limits.
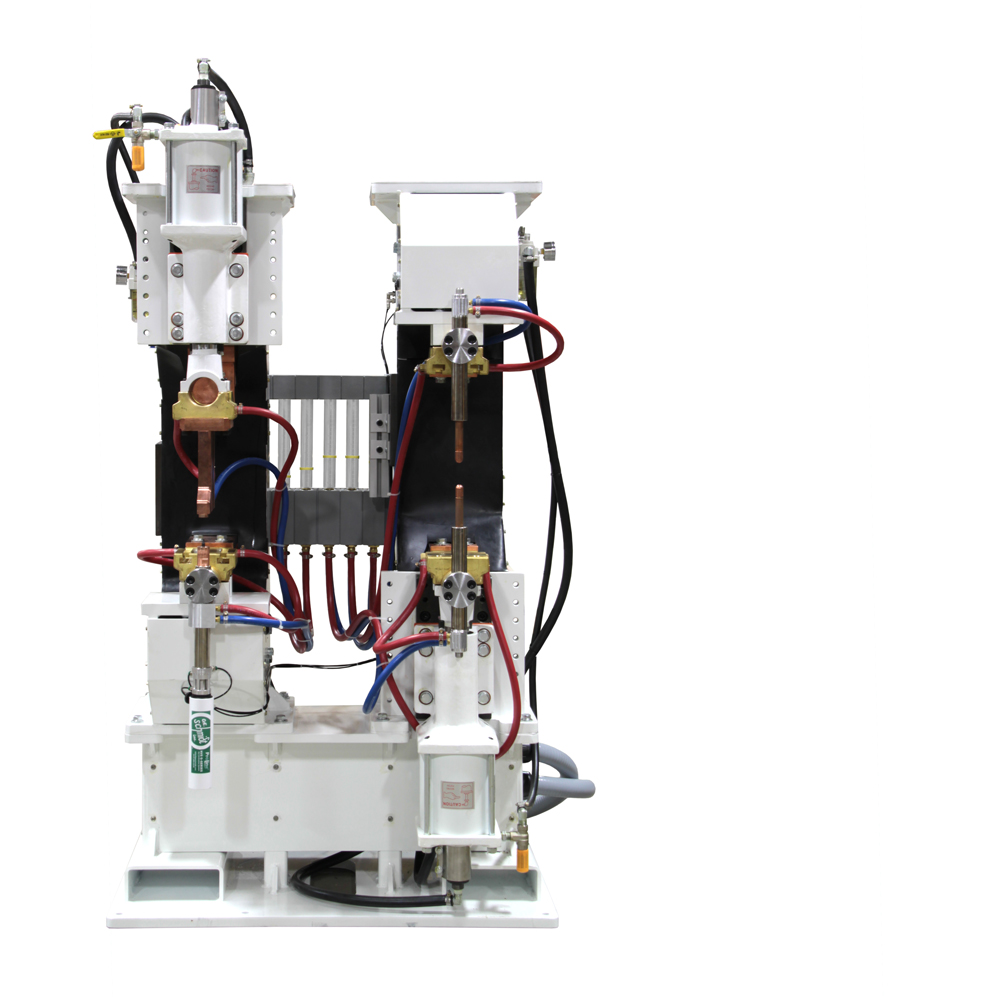
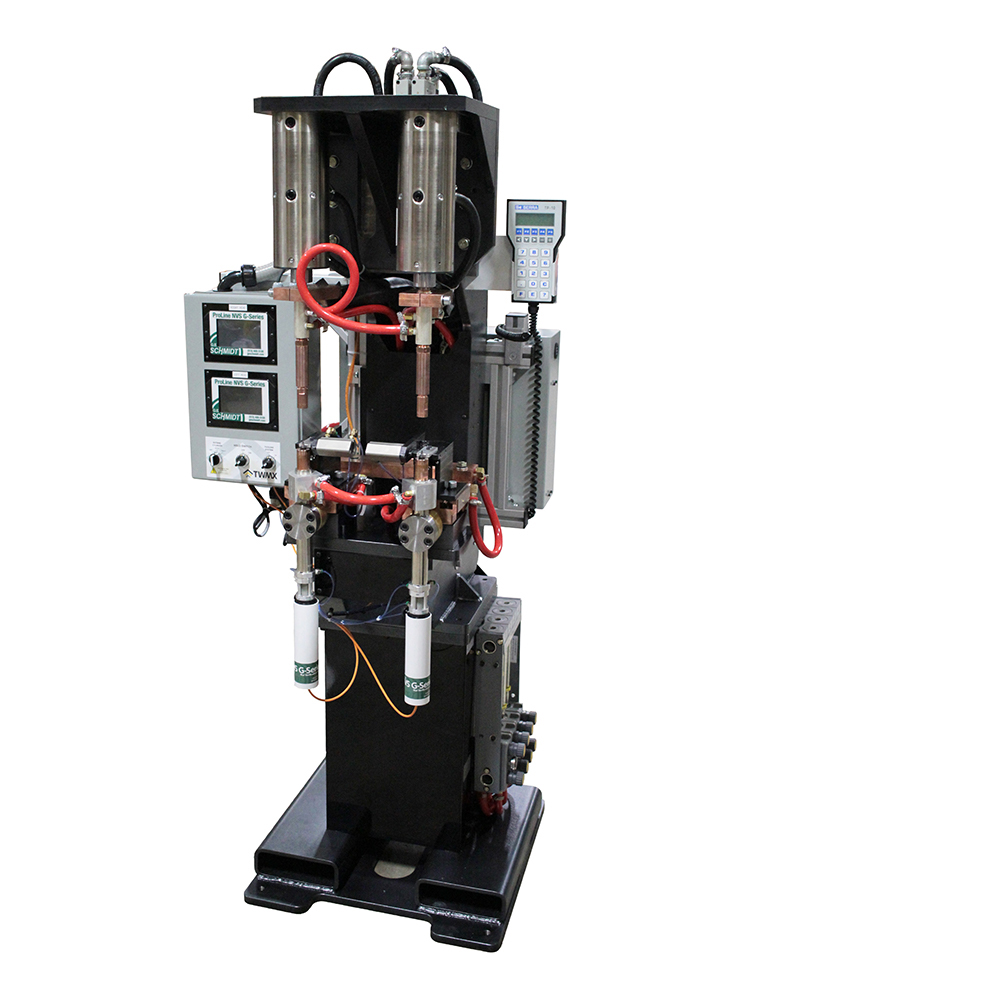
ProLine Dual-Head Welder
Two independent weld heads on a single frame. In a job shop environment, two separate setups — different tooling, different weld schedules, spot and projection welding simultaneously — can run on one machine without constant changeover. In production environments, the dual-head configuration increases floor-space efficiency without sacrificing capability.
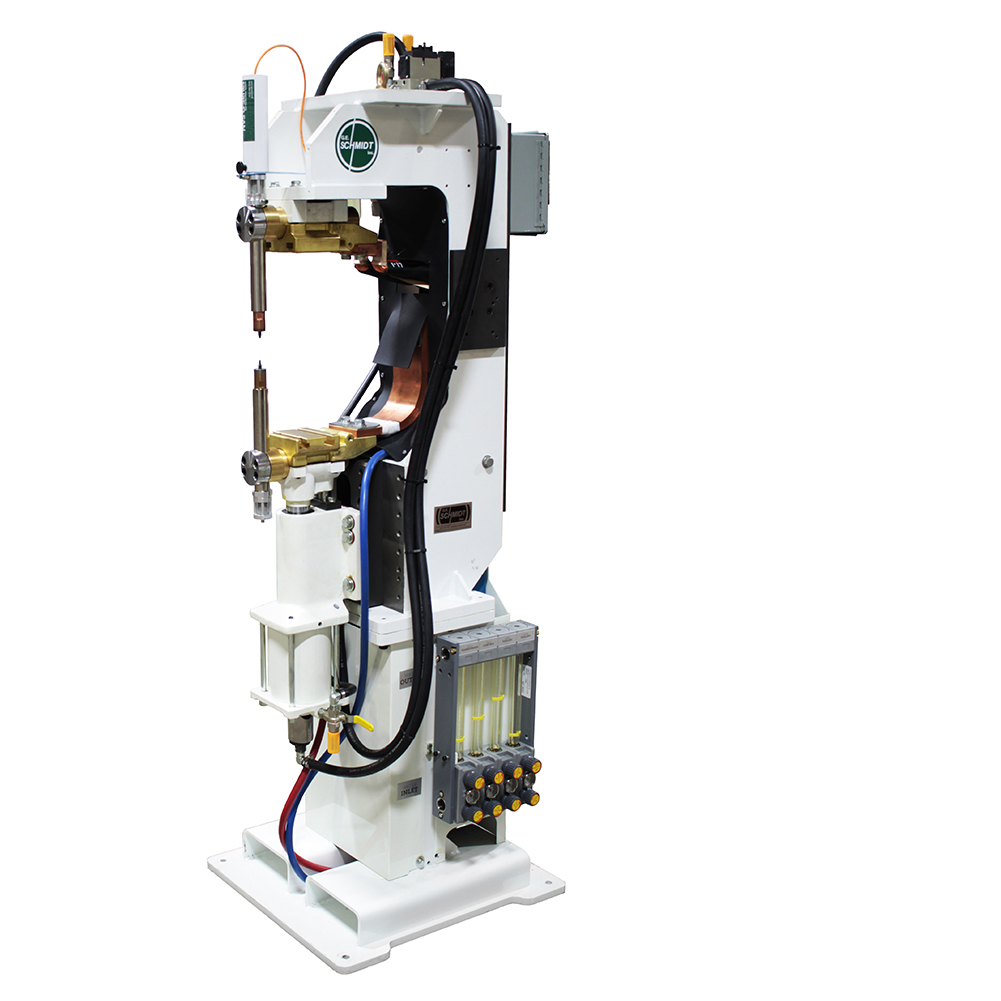
ProLine Adaptive Series Welder
The most flexible frame in the ProLine family. The Adaptive Series (PAS) is a modular C-frame welding platform with over 1,000 base configurations possible from a single frame — built for applications where versatility, compact footprint, or robotic integration are priorities.
Five mounting configurations from one frame:
- Cylinder on top, pedestal mount
- Cylinder on bottom, pedestal mount
- Cylinder on top, bench mount
- Cylinder on bottom, bench mount
- Side or back mount
Why would you weld upside-down? In some robotic projection welding cells, mounting the cylinder on the bottom positions the electrode as a fixed lower platform. This allows stamping movement and nut feeding to occur simultaneously rather than sequentially — parallel operation that can reduce cycle time by up to one second per weld in qualifying applications.
Modular lower tooling — Three lower tooling configurations are available: horn mounts, platen mounts, and a quick-change tooling mount. The frame can adapt as projects change without replacing the welder.
Small footprint — The Adaptive Series floor footprint is 500 sq. in. (0.323 m²), less than half the size of competitive modular welders. Well-suited for use in weld cells and nut farms where floor space is constrained.
Adjustability — Throat height and lower tooling can be changed quickly on the floor. An optional foot pedal allows operators to adjust welder height from shift to shift, keeping the weld plane at an ergonomic level.
Milled mounting surfaces — The milled upper frame holds accessories true to the weld plane. Pre-tapped holes allow incremental adjustment without labor-intensive setup work — feeders, safety systems, and other peripherals mount accurately and repeatably.
ProLine NVS compatible — The Adaptive Series includes a mount for the ProLine Nut Verification System G-Series at eye level for inline quality monitoring. NVS sold separately.
| Standard Specs | Size 1 | Size 2 | Dual-Head | SD Adaptive Frame |
|---|---|---|---|---|
| Throat Depth (in.) | 18 | 18, 24, or 36 | 18 | 15.5 |
| Horn Diameter (in.) | 2.75 | 2.75 | 2.75 | 2.75 |
| Cylinder Diameter (in.) | 5.5 | 6.25 | 5.5 | 5.5 |
| Cylinder Stroke (in.) | 3.0 | 3.75 | 3.0 or 4.0 | 3.0 or 4.0 |
| Platen Size (in.) | 4.7 x 4.0 (x2) | 7.0 x 6.3 (x2) | 4.7 x 4.0 (x2) | 4.7 x 4.0 (x1) |
| Max Force (lbs. @ 80 PSI) | 1,900 | 2,400 | 1,900 | 1,900 |
| Dimensions (WxDxH, in.) | 14 x 47 x 70 | 15 x 54 x 78 | 36 x 46 x 70 | 22 x 27 x 75 (pedestal) 14 x 23 x 49 (bench) |
| Transformer Power (KVA) | 5 – 150 | 100 – 300 | 5 – 150 | 80 – 120 |
| Electrical Input | 220 or 440 VAC, 60 or 50 Hz | 220 or 440 VAC, 60 or 50 Hz | 220 or 440 VAC, 60 or 50 Hz | 220 or 440 VAC, 60 or 50 Hz |
Standard Frames and Custom Configurations
We stock standard ProLine frames ready to ship when the application is straightforward — which keeps lead times short and costs in check. When the application requires something more specific — unusual throat depth, special fixturing, multi-gun setups, air-over-oil cylinders, or advanced controls integration — we build to match it. You won’t be forced to adapt your process to fit a catalog machine.
ProLine welders can be delivered as standalone frames or as integrated systems with nut and bolt feeders, quality sensing systems, weld controls, safety guarding and light curtains, and custom tooling — assembled and ready to install.
Consumables and Purchase Agreements
Electrodes, caps, shanks, and other consumables are a recurring need for any spot or projection welding operation. G.E. Schmidt offers consumables programs and purchase agreements that eliminate the administrative friction of keeping production supplied — no scrambling for parts, no unplanned downtime waiting on a supplier. See spot welding consumables and projection welding consumables.
Considering adding a nut or spot welder to your shop? Start here.
Why Would You Use Resistance Welding?
Resistance welding is one of the most widely used joining processes in metal fabrication, and it’s the standard in automotive, appliance, and industrial sheet metal assembly for good reason. It’s fast, repeatable, and produces a strong, clean joint without filler metal, post-weld cleanup, or the heat distortion associated with arc-based processes.
It doesn’t require a specialist. The machine controls the critical variables — current, force, and time. Operators can be trained quickly and consistently, and part-to-part repeatability doesn’t depend on individual technique the way arc welding does. That’s a meaningful advantage in high-volume production environments where operator consistency matters.
Compared to GMAW on sheet metal assemblies, resistance spot welding offers several practical advantages:
- No filler metal or shielding gas — fewer consumables, simpler supply chain, lower ongoing cost
- No post-weld finishing — no spatter removal, no grinding; the weld is made and the part moves on
- Faster cycle times — a spot weld takes a fraction of a second per joint
- Consistent, repeatable results — with a properly set weld schedule and maintained electrodes, part-to-part consistency is excellent
- Environmentally cleaner — no arc flash, no fumes, no shielding gas consumption
Nut and Bolt Welding
For projection welding of fasteners — weld nuts, weld studs, and similar hardware — resistance welding is the only process that delivers all three things that matter: no weld spatter on the threads, the fastener sitting perfectly parallel to the part surface, and cycle times fast enough for high-volume production. Arc-based alternatives can’t reliably deliver all three simultaneously. The result is a fastener that’s ready for assembly straight off the welder, with no cleanup, no re-tapping, and no risk of cross-threading from a cocked nut.
For weld quality troubleshooting on an existing resistance welding operation, see the WeldHelp Troubleshooting Guide.


